










Dodávka z výroby 0,35 mm - 50,8 mm HRC50-55 ľahká guľôčka z nehrdzavejúcej ocele AISI304 316 430 440 používaná v ložiskách
Popis produktu
Nerezové guľôčky sú odolné voči korózii spôsobenej takými činidlami, ako sú oxidačné roztoky, väčšina organických chemikálií, potraviny a sterilizačné roztoky. Sú mierne odolné voči kyselinám sírovým. Nemagnetické vlastnosti sú k dispozícii na požiadanie. Medzi aplikácie patria aerosóly, rozprašovače, mechanizmy prstových čerpadiel, mixéry mliečnych automatov, zariadenia na spracovanie potravín a lekárske aplikácie.
Guľa z nehrdzavejúcej ocele AISI 440C
Veľkosť: 0,35 mm - 50,8 mm
Trieda: G10, G16, G40, G60, G100, G200.
Tvrdosť: HRC56-58, guľôčky z nehrdzavejúcej ocele Hartford 440C sú pasivované, aby sa odstránili voľné železné nečistoty a uľahčila sa spontánna tvorba ochranného pasívneho filmu.
Magnetické: Martenzitická oceľ, magnetické
Vlastnosti: vysoká presnosť, dobrá odolnosť proti korózii, silná odolnosť proti hrdzi a opotrebovaniu.
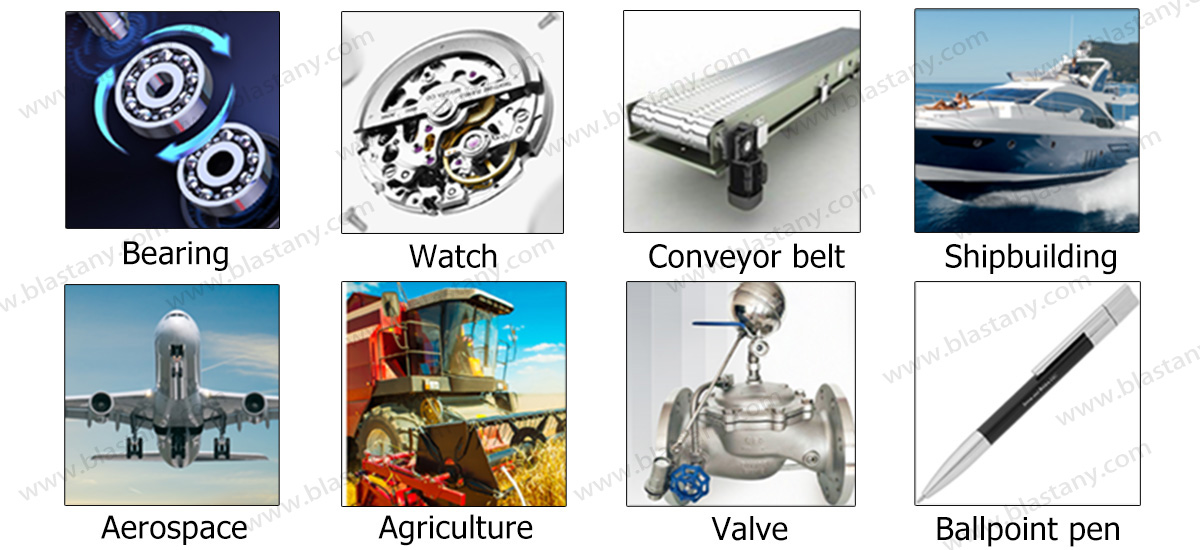
Použitie: Ložiská, lisovanie, hydraulické diely, ventily, letecký priemysel, tesnenia, chladiace zariadenia, vysoko presné prístroje atď.
| Chemické zloženie | ||||||||
| AISI 440C | C | Si | Mn | P | S | Ni | Cr | Mo |
| 0,95 – 1,10 | ≤0,80 | ≤0,80 | ≤0,04 | ≤0,03 | ≤0,60 | 16,0 – 18,0 | 0,75 | |
Guľa z nehrdzavejúcej ocele AISI 420C
Veľkosť: 0,35 mm - 50,8 mm
Trieda: G10-G1000
Tvrdosť: HRC50-55
Magnetická: Martenzitická oceľ, magnetická, dobrá odolnosť proti hrdzi, vysoká tvrdosť, guľôčky z nehrdzavejúcej ocele AISI 420 vykazujú dobré vlastnosti proti opotrebovaniu a tvrdosť. O niečo menšia tvrdosť a väčšia odolnosť proti korózii v porovnaní so 440C.
Vlastnosti: Bežne známa ako nehrdzavejúca liatina, má dobrú odolnosť proti korózii a húževnatosť.
Použitie: Všetky druhy presných strojov, ložísk, elektrických zariadení, domácich spotrebičov, autodielov atď.
| AISI 420C (4Cr13) | C | Si | Mn | P | S | Ni | Cr | Mo |
| 0,36 – 0,43 | ≤0,80 | ≤1,25 | ≤0,035 | ≤0,03 | ≤0,60 | 12,0 – 14,0 | ≤0,60 |
Guľa z nehrdzavejúcej ocele 430
Priemer: 1 mm – 50,80 mm
Tvrdosť: HRC26
Trieda: G10-G1000
Vlastnosti: nízka cena, nízka odolnosť voči hrdzi.
Použitie: hardvér, ozdoby, doplnky, kozmetika, priemysel, odvetvia s nízkymi požiadavkami na antikoróznu ochranu. Kozmetické miešadlá, laky na nechty a očné linky, výmenníky tepla, meracie prístroje a ventilové guľôčky.
| AISI 430 | C | Si | Mn | P | S | Ni | Cr | Mo |
| ≤0,12 | ≤1,0 | ≤1,0 | ≤0,04 | ≤0,03 | - | 16,0 – 18,0 | - |
Guľa z nehrdzavejúcej ocele AISI 304
Veľkosť: 0,5 mm - 63,5 mm
Trieda: G80-G500
Tvrdosť: ≤HRC21
Magnetická: Austenitická oceľ, nemagnetická
Vlastnosti: silná odolnosť proti hrdzi, dobrá odolnosť proti korózii, široko používaná, dobrá odolnosť proti hrdzi, dobrý povrchový efekt, certifikácia ochrany životného prostredia.
Použitie: Domáce spotrebiče, ako sú ventily, fľaštičky na parfumy, laky na nechty, detské fľaše, autodiely, klimatizácie, elektrické spotrebiče, kozmetika, ložiskové klzné prvky, zdravotnícke zariadenia, šperky a mnoho ďalších odvetví.
| Chemické zloženie | |||||||
| AISI 304 | C | Si | Mn | P | S | Ni | Cr |
| ≤0,08 | ≤1,00 | ≤2,00 | ≤0,045 | ≤0,03 | 8,0 – 10,5 | 18,0 – 22,0 | |
Guľa z nehrdzavejúcej ocele AISI 316L
Veľkosť: 1,0 mm - 63,5 mm
Trieda: G80-G500
Tvrdosť: ≤HRC26
Magnetická: Austenitická oceľ, nemagnetická
Vlastnosti: najvhodnejšie pre odvetvia s vysokými požiadavkami na antikoróznu ochranu a veľmi silné antikorózne vlastnosti, vynikajúca odolnosť voči korózii (okrem kyseliny chlorovodíkovej), nekaliteľný austenitický nerez
Použitie: Guľôčka z nehrdzavejúcej ocele AISI 316L sa môže použiť na lekárske zariadenia, chemický priemysel, letectvo, kozmonautiku, plastové príslušenstvo, fľaše na parfumy, rozprašovače, ventily, laky na nechty, motory, spínače, žehličky, práčky, chladničky, klimatizácie, liečivé materiály, autodiely, ložiská, nástroje, fľaše.
Guľa z nehrdzavejúcej ocele AISI 316L
| Chemické zloženie | ||||||||
| AISI 316L | C | Si | Mn | P | S | Ni | Cr | Mo |
| ≤0,08 | ≤1,00 | ≤2,00 | ≤0,045 | ≤0,03 | 12,0 – 15,0 | 16,0 – 18,0 | 2,0 – 3,0 | |
Balenie produktu
A) Vnútorné balenie: Suché balenie alebo olejové balenie je k dispozícii podľa vašich potrieb.
B) Vonkajší obal:
1) železný bubon + drevená/železná paleta.
2) 25 kg polyetylénové vrecko + kartón + drevená paleta alebo drevená debna.
balenie na mieru.

Parameter produktu
| Naša guľa z nehrdzavejúcej ocele je vyrobená z ocele 440C, 420C, 304, 316 a 201. Chemické zloženie je nasledovné. | |||||||||
| Chemické zloženie (%) | C | Cr | Si | Mn | P | S | Mo | Ni | Cu |
| AISI440C nerezová guľa | 0,95 – 1,2 | 16-18 | ≤0,80 | ≤0,80 | ≤0,04 | ≤0,03 | ≤0,75 | ≤0,6 | ---- |
| Guľa z nehrdzavejúcej ocele AISI420C | 0,26 – 0,43 | 12 – 14 | ≤0,80 | ≤1,25 | ≤0,035 | ≤0,03 | ≤0,6 | ≤0,6 | ---- |
| AISI304 nerezová guľa | ≤0,08 | 18 – 22 | ≤1,0 | ≤2,0 | ≤0,045 | ≤0,03 | ---- | 8-10 | ---- |
| Guľa z nehrdzavejúcej ocele AISI316L | ≤0,08 | 16-18 | ≤1,0 | ≤2,0 | ≤0,045 | ≤0,03 | 2,0 – 3,0 | 12 – 15 | ---- |
| AISI201 nerezová guľa | ≤0,15 | 16-18 | ≤1,0 | 5,5 – 7,5 | ≤0,045 | ≤0,03 | ---- | 0,35 – 0,55 | 1,82 |
| Guľa z nehrdzavejúcej ocele AISI430 | ≤0,12 | 16-18 | ≤1,0 | ≤1,0 | ≤0,04 | ≤0,03 | ---- | ---- | ---- |
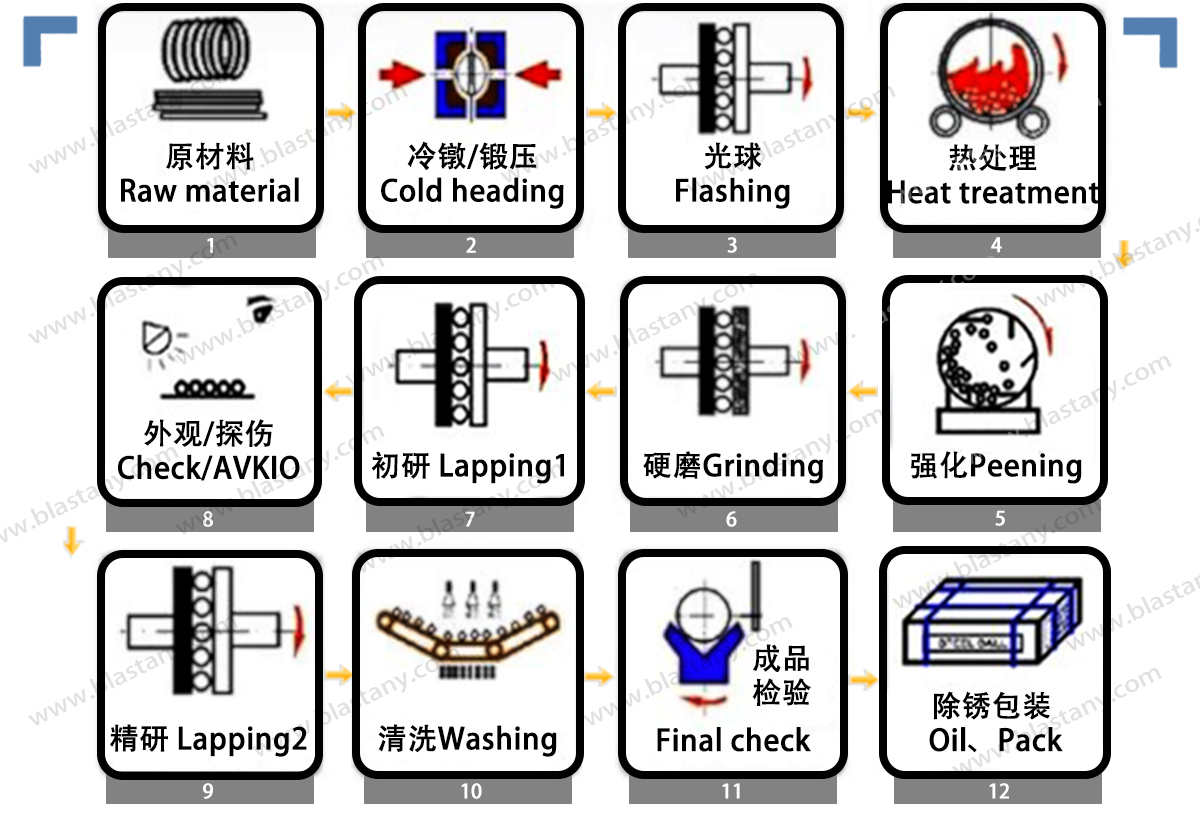
Výrobné toky
Kontrola surovín
Surovina sa dodáva vo forme drôtu. Najprv surovinu vizuálne skontrolujú inšpektori kvality, aby sa zistilo, či je kvalita na požadovanej úrovni a či sa v nej nenachádzajú nejaké chybné materiály. Po druhé, overí sa priemer a skontrolujú sa certifikáty suroviny.
Studená hlavica
Stroj na lisovanie za studena nareže drôtený materiál určenej dĺžky na valcové kusy. Následne dve pologuľovité polovice lisovacej formy vytvarujú kus do zhruba guľovitého tvaru. Tento proces kovania sa vykonáva pri izbovej teplote a používa sa malé množstvo prísady, aby sa zabezpečilo úplné naplnenie dutiny formy. Lisovanie za studena sa vykonáva veľmi vysokým tempom s priemernou rýchlosťou jednej veľkej gule za sekundu. Menšie gule sa lisujú rýchlosťou dvoch až štyroch guliek za sekundu.
Blikajúce
Počas tohto procesu sa prebytočný materiál vytvorený okolo gule uvoľní. Gule niekoľkokrát prechádzajú medzi dvoma drážkovanými liatinovými doskami, pričom sa počas kotúľania odstraňuje malé množstvo prebytočného materiálu.
Tepelné spracovanie
Súčiastky sa potom majú tepelne spracovať kalením a popúšťaním. Na zabezpečenie rovnakých podmienok sa používa rotačná pec. Po počiatočnom tepelnom spracovaní sa súčiastky ponoria do olejovej nádrže. Toto rýchle ochladenie (kalenie v oleji) vytvára martenzit, oceľovú fázu, ktorá sa vyznačuje vysokou tvrdosťou a vynikajúcimi vlastnosťami proti opotrebovaniu. Následné popúšťanie ďalej znižuje vnútorné napätie, až kým sa nedosiahne konečná špecifikovaná medza tvrdosti ložísk.
Brúsenie
Brúsenie sa vykonáva pred aj po tepelnom spracovaní. Jemné brúsenie (tiež známe ako tvrdé brúsenie) približuje guľu k jej konečným požiadavkám.Kvalita presnej kovovej guleje mierou jej celkovej presnosti; čím nižšie číslo, tým presnejšia je guľa. Trieda gule zahŕňa toleranciu priemeru, kruhovitosť (guľovitosť) a drsnosť povrchu, nazývanú aj povrchová úprava. Výroba presných guľôčok je dávková operácia. Veľkosť dávky je určená veľkosťou strojov použitých na brúsenie a lapovanie.
Lapovanie
Lapovanie je podobné brúseniu, ale má výrazne nižšiu rýchlosť úberu materiálu. Lapovanie sa vykonáva pomocou dvoch fenolových platní a veľmi jemnej abrazívnej suspenzie, ako je diamantový prach. Tento konečný výrobný proces výrazne zlepšuje drsnosť povrchu. Lapovanie sa vykonáva kvôli vysoko presným alebo super presným guľôčkovým akostiam.
Čistenie
Čistiaca operácia potom odstráni všetky procesné kvapaliny a zvyškový abrazívny materiál z výrobného procesu. Zákazníci, ktorí požadujú prísnejšie požiadavky na čistenie, napríklad v oblastiach mikroelektroniky, medicínskeho alebo potravinárskeho priemyslu, môžu využiť sofistikovanejšie možnosti čistenia od spoločnosti Hartford Technologies.
Vizuálna kontrola
Po primárnom výrobnom procese prechádza každá šarža presných oceľových guľôčok viacerými kontrolami kvality počas procesu. Vykonáva sa vizuálna kontrola, aby sa skontrolovali chyby, ako je hrdza alebo nečistoty.
Valcové meranie
Valcové kalibrovanie je 100 % triediaci proces, ktorý oddeľuje presné oceľové guľôčky s menšou aj väčšou veľkosťou. Pozrite si, prosím, našu samostatnú ponuku.video o procese merania valčekmi.
Kontrola kvality
Každá šarža presných guľôčok sa kontroluje, aby sa zabezpečili požiadavky na triedu z hľadiska tolerancie priemeru, kruhovitosti a drsnosti povrchu. Počas tohto procesu sa hodnotia aj ďalšie relevantné charakteristiky, ako je tvrdosť, a akékoľvek vizuálne požiadavky.
Kategórie produktov
-

AISI1010/1015/1085 Guľôčka z vysoko/nízko uhlíkovej ocele 0...
-

Najlepšia cena kremíkového kovového kusu/výkon 2202 3303 4...
-

Vysokokvalitné liate oceľové broky s vysokou odolnosťou proti opotrebovaniu...
-

Oceľové guľôčkové brúsne médiá na odlievanie s priemerom 10 mm až 130 mm...
-

Ružový fúzovaný oxid hlinitý PA
-

Vysoko tvrdý žiaruvzdorný hnedý tavený oxid hlinitý
